Snap Lock Pittsburgh Lock Sheet Metal Fitting

Spiral Manufacturing Low Pressure Longitudinal Seams
Pittsburgh Seam Closer Floor Mounted
Cleatbender Power
Buttonlock Machine
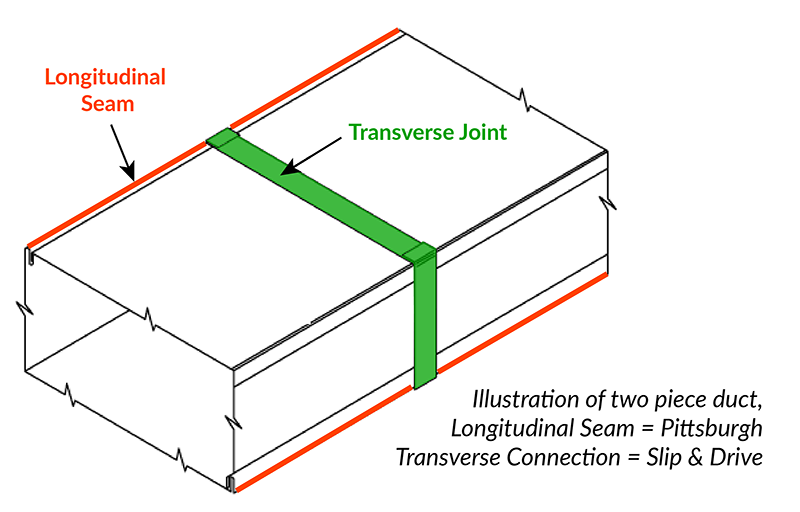
What Is The Longitudinal Seam And Transverse Joint In Rectangular Duct

The Basics Of Making Duct Locks Mestek Machinery

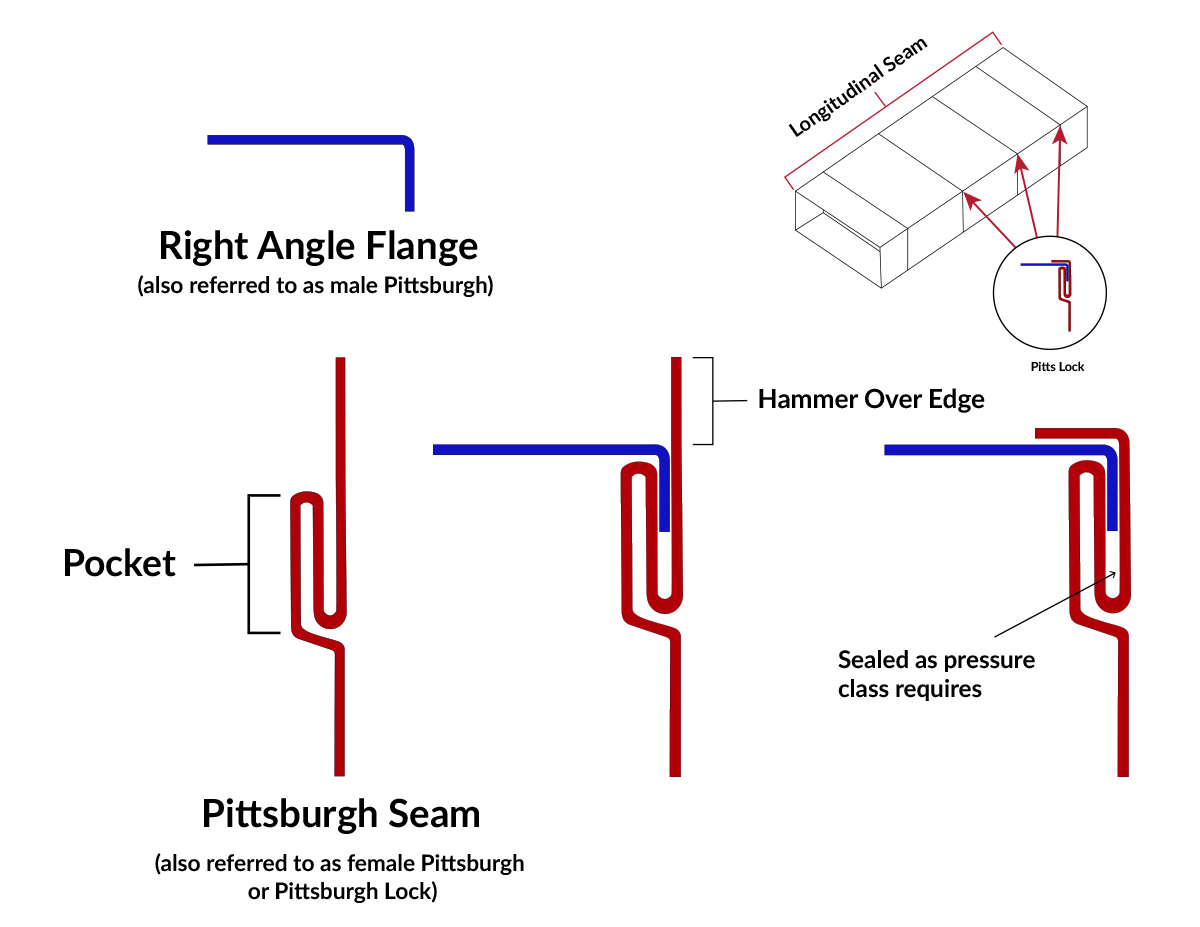
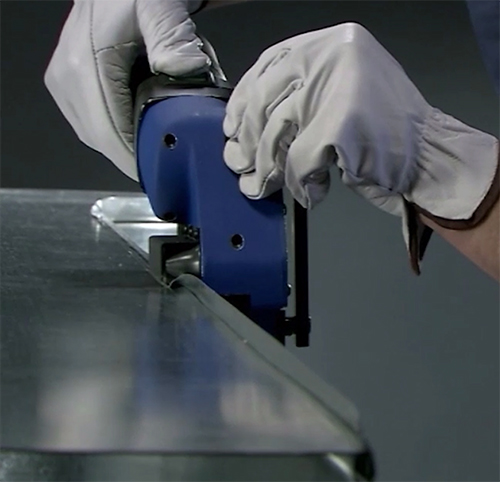
After one piece is inserted in the pocket the tail in hammered over to close the lock.
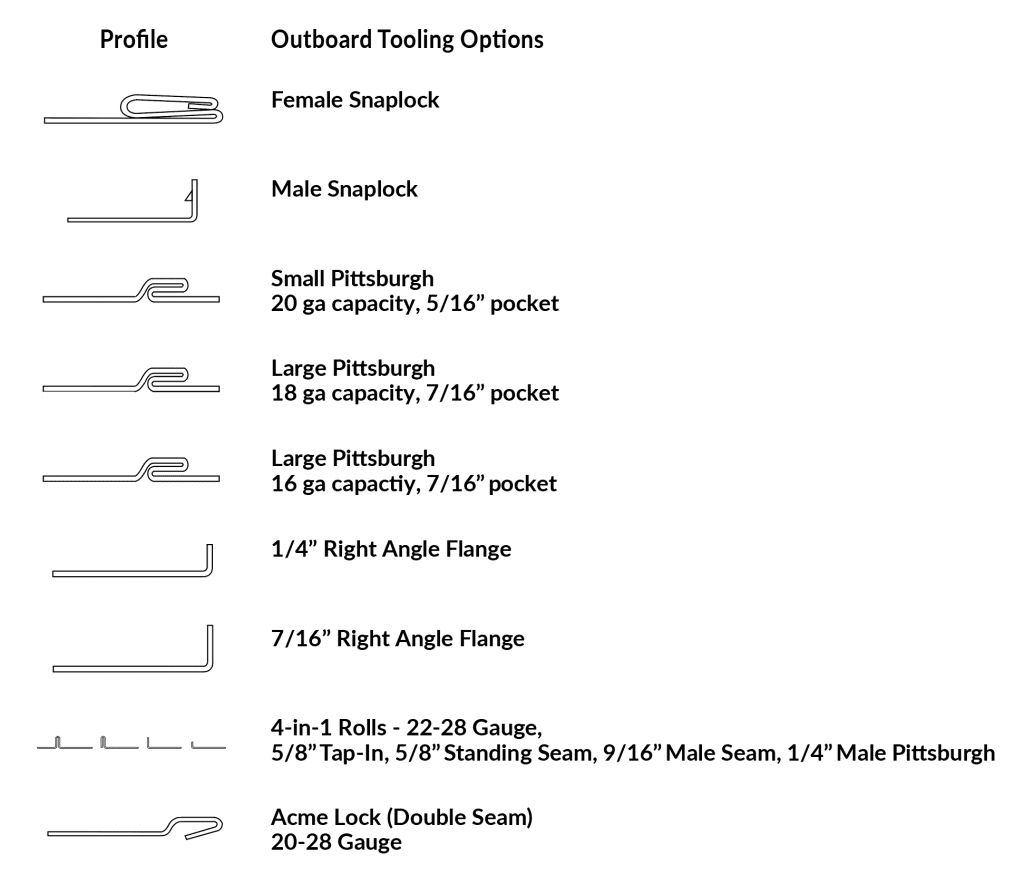
Snap lock pittsburgh lock sheet metal fitting. The radius button lock machine is the way to go. The pittsburgh lock seam fig. Even for radius fittings. Button snap lock and s clip need 9 sets of roller dies.
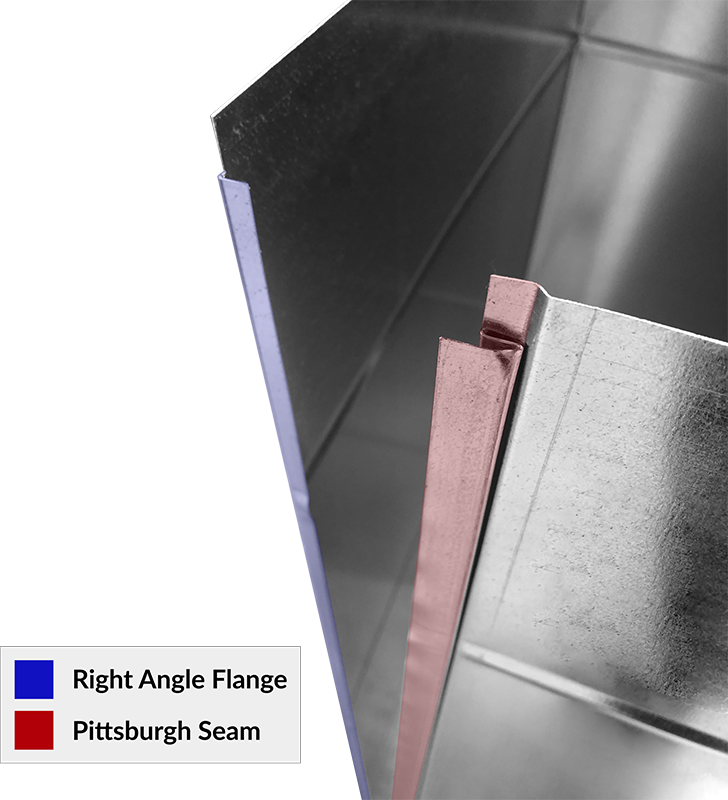
Machines used in high volume applications to form metal by running material through rollsets which progressively change the shape or profile. The male seam is a button the female seam is a lock and the two snap together for a flush corner. Figure 2 69 shows a cross section of the two pieces of metal to be joined and a cross section of the finished seam. Provide custom shapes and industry standard shapes such as pittsburgh snap lock button lock standing seam etc.
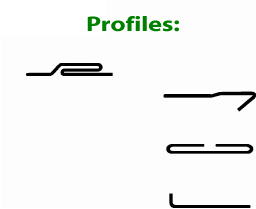
This seam is used as a lengthwise seam at comers of square and rectangular pipes and elbows as well as fittings and ducts. Originally formed in the brake or press brake today roll forming machines are used to form the pocket on one piece and the flange on the other piece. Snap lock button lock is for sure the best way to go. The button punch snap lock is used in the same way as the pittsburgh lock for joining comer sections of sheet metal.
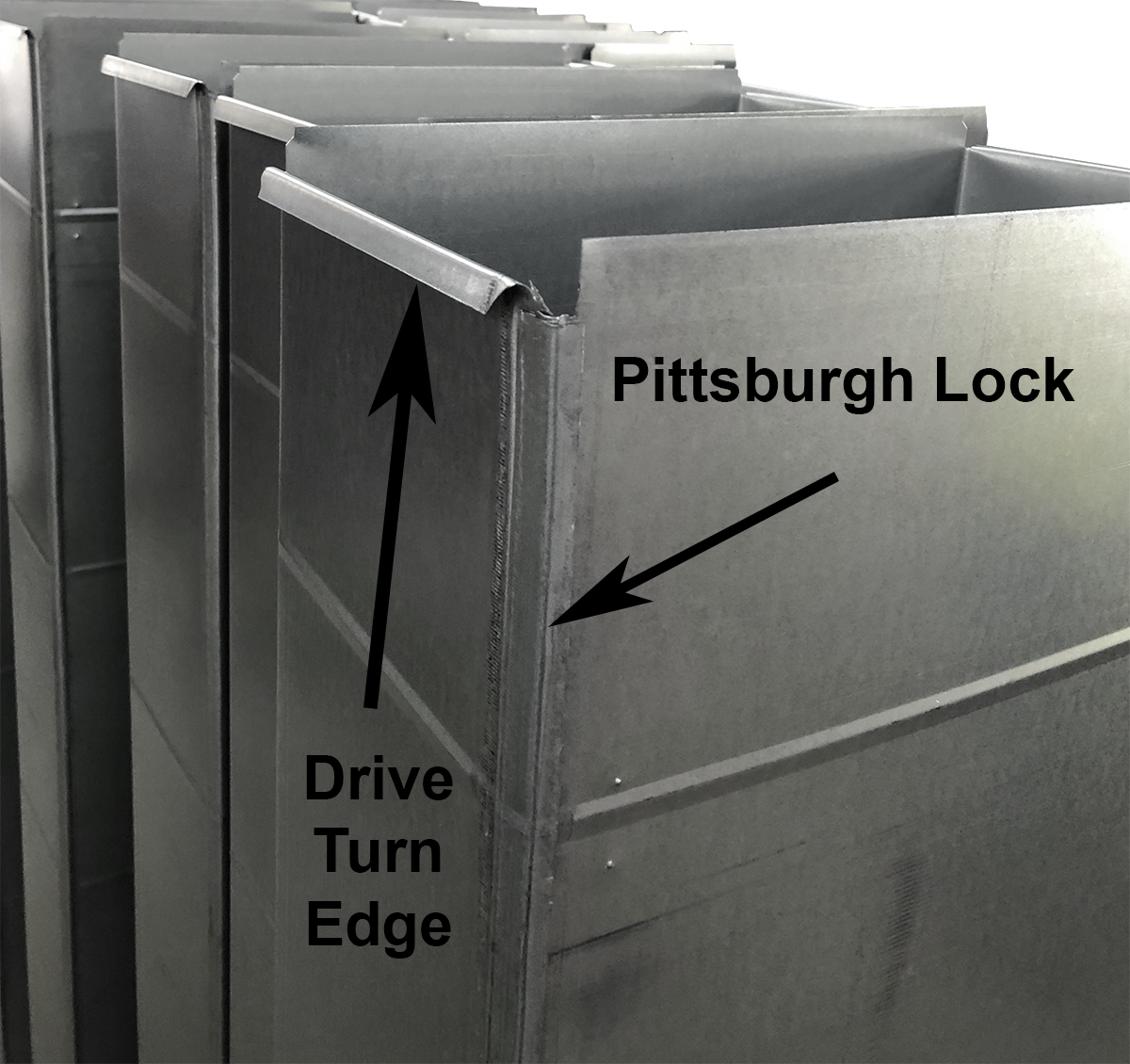
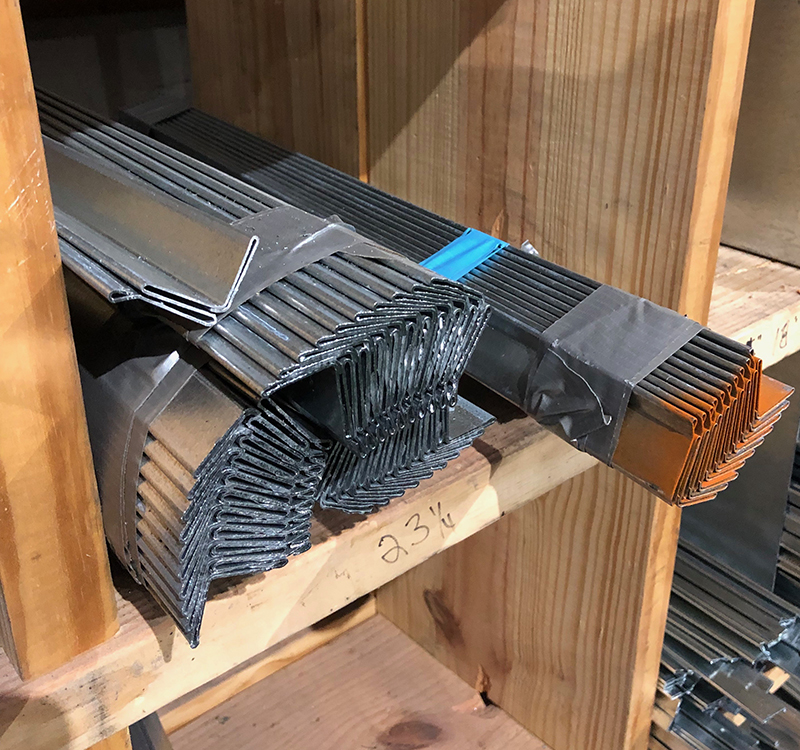
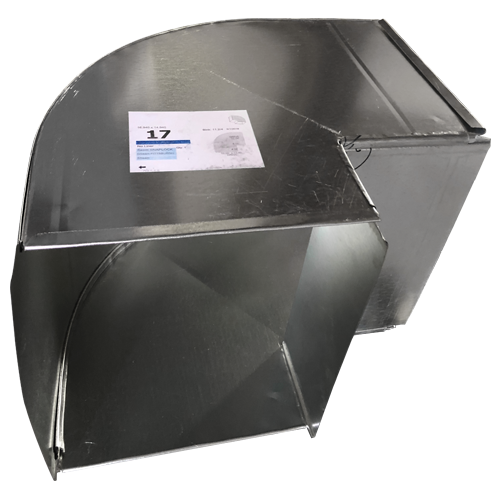
Two piece duct showing the 5 16 pocket of the female pittsburgh and the 7 32 right angle flange of the male pittsburgh. A radius elbow consists of 2 cheeks these are the sides of the fitting and it s on the top part of this cheek that the right angle flange is turned at a 90º angle. Commonly used in the hvac industry roofing industry etc. Pittsburgh lock drive cleat and acme double seam are made on a machine with at least 5 sets of roller dies.
It s then hammered into the female seam of the pitts which is run on both longitudinal sides of the heel to complete the pitts lock on a radius elbow. When it comes to rectangular duct the pittsburgh lock is considered the longitudinal seam in commercial ductwork. These machines can form 0 4 to 1 2 mm sheet metal into female locks on the inboard and button punched right angle flanges on outboard rolls at speeds of 18m min and are available in seven and nine forming station machines. To form elbows use a manual or powered right angle flanger and slip rolls.
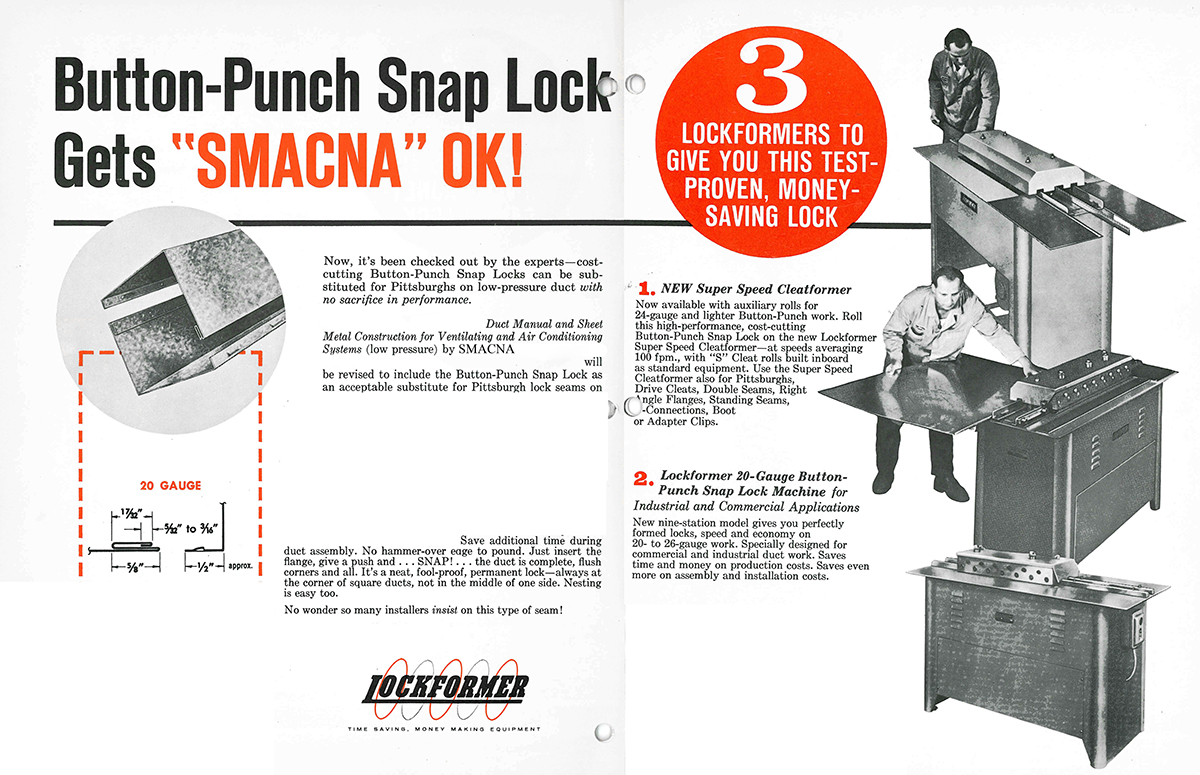
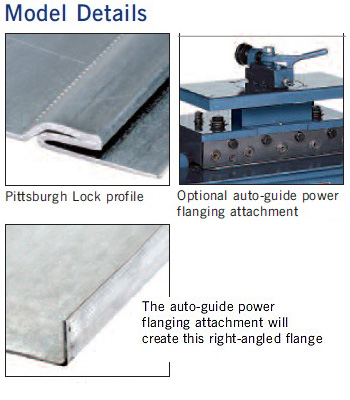
Its big advantage is that no additional hammer over operation is required with a direct result of less labor cost in assembly. You put the flange on the same way as the pittsburg cept you need a longer flange. Puts the flange and dimple in at the same time. If you need to feed lots of metal to a rollformer consider using an uncoiler.
Oil Capital Sheet Metal Inc Ocsm Rectangular Seams Ducts Tulsa Oklahoma Ductwork Sheet Metal In Tulsa Sheet Metal Tulsa Ok Tulsa Air Duct Tulsa Duct Tulsa Ductwork Tulsa Rectangular Duct
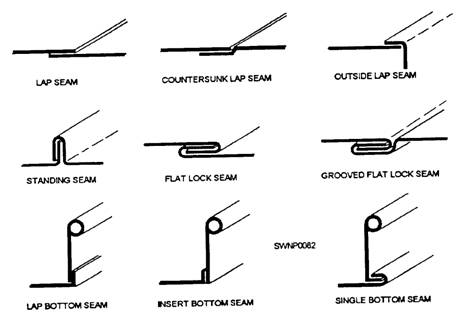
Fabrication Of Edges Joints Seams And Notches

Durodyne

Sheetmetal Fabrication American Ac Mechanical Inc
Duro Dyne Magnetic Pittsburgh Lock Opening Tool Conklin Metal Industries

Bending Without The Bender Roll Forming Bends Mestek Machinery

Great Moments Mestek Machinery

20 Ga Pittsburgh Lock Machine Mestek Machinery

1 2mm 18swg Ras Rollformer Pittsburgh Lock Lockformer Metal Working Machine Service Repair
Pittsburgh Machine

Lockformer 20 Ga Button Punch Snap Lock Flanger Benoit Sheet Metal Equipment Inc

Round Duct Machinery Mestek Machinery

Pittsburgh Rollformer Model Rf 16 Ductfab

How To Assemble Snap Lock Pipe The Duct Shop Youtube
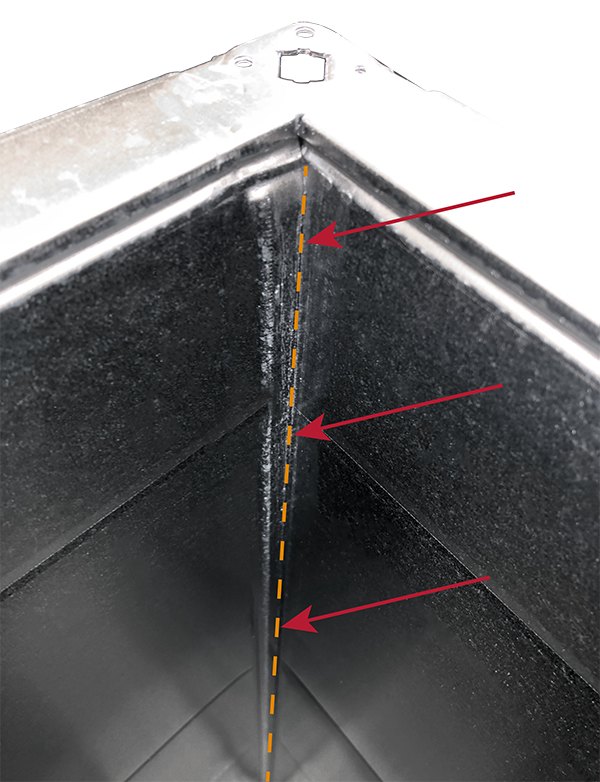
Sealing Duct From The Interior
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqsbxk5pfo6dqc09fng Wr2ktxfsbrzntbpya Usqp Cau

The Pittsburgh Seam Made Easier The Sheet Metal Kid Youtube
Http Www Zenindustries Com Newsletter Newsimages 0620images Preparing Sheet Metal Fittings For Assembly Pdf
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqns2bls 4j2zoil Ai2xazhumspgj Vx2jcnflxfsg R7mwel Usqp Cau

Smacna Architectural Sheet Metal Manual 7 Th Edition Pdf Free Download

Diy How To Ductwork Pittsburgh Seam By Hand Youtube

Sheet Metal Shears Archives Benoit Sheet Metal Equipment Inc
Vicon V8 S And Drive Rollformer 8 Station Conklin Metal Industries

Pittsburgh Lock Former Rollformer 16swg Shorte Metal Working Repair Machine Service

Used Reconditioned Shorte Pittsburgh Lock Roll Former Rollformer Lockformer Industrial Hvac Sheet Metal Machine Service

Hvac Duct Making Machines Rams Pittsburgh Lockformer Etc Herramientas Caseras Herramientas Casero
Standing S Lock
Trumpf F301 Pittsburgh Seamcloser

Standing Sean Exhaust Hoods K E Sheet Metal Sheet Metal Fabrication Exhaust Hood Heating And Air Conditioning

Pin On Used Machinery
Power Flanger Snaplock

Sheet Metal Corner Notcher Machine Tool Hvac Tools Hvac Duct Hvac
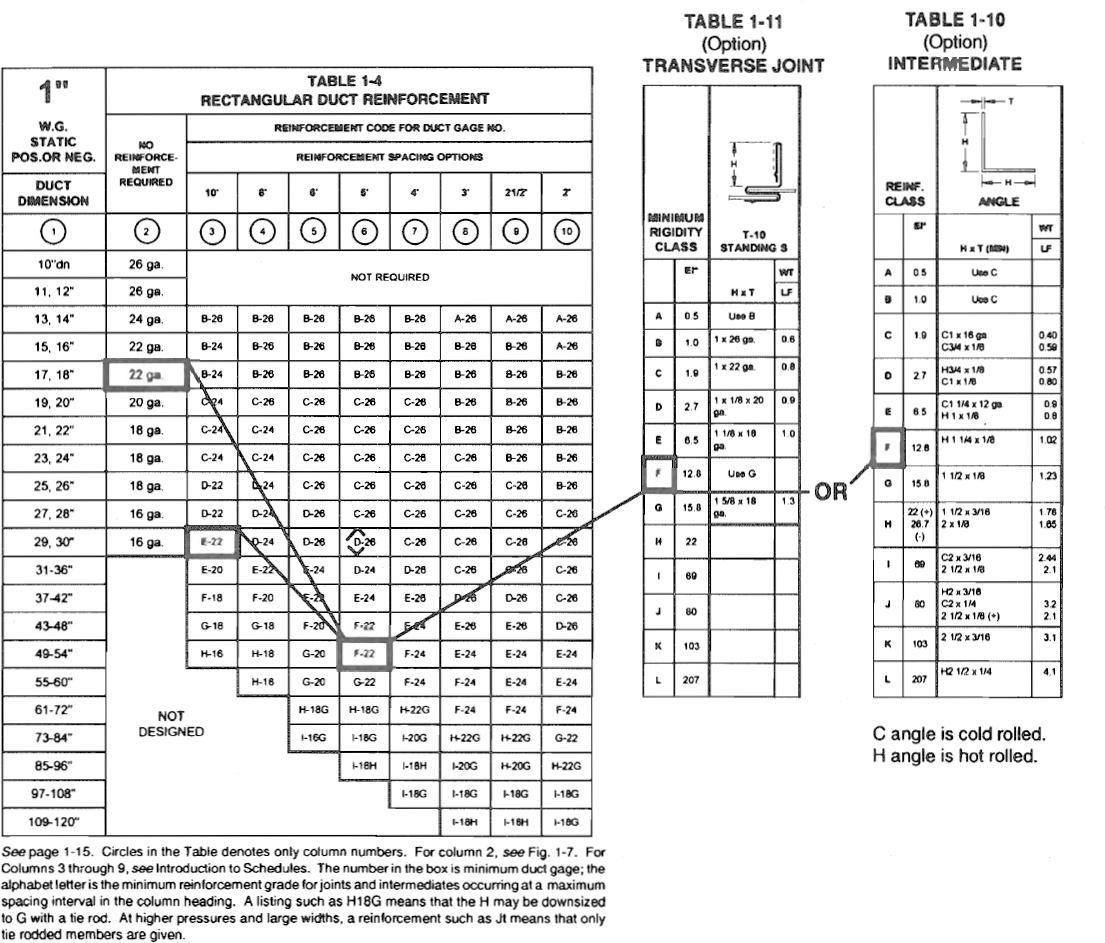
Hvac Duct Construction Standards

Rams 24 Gauge Pittsburgh Lock Former Machine Tool Hvac Duct Hvac Tools Making Machine

Baileigh Industrial Lf 20 Lockformer How To Youtube

Used Reconditioned National Hand Bending Rolls 1010 Roll Length X 50mm Roll Diameter X 1 2mm Capacity Nbr1010 Metal Working Machine Service Home Decor

Sheet Metal Machinery Purchases Quickly Reap Benefits Experts Say 2017 02 14 Snips Magazine

20swg Pittsburgh Lock Former Rollformer Wns W Neal Services

Profab Pittsburgh Lock Air Hammer Anvil Model 1800 Hvac Duct Sheet Metal Tool

Diagram Of Hvac Duct With Stiffening From Duct Beading Machine Hvac Duct Hvac Hvac Tools
Tin Knocker Hvac Machinery Cincinnati Precision Machinery Inc
Lockformer Auto Guide Power Flanging Attachment Benoit Sheet Metal Equipment Inc
-500x500.jpg)
